


Cpp流延膜生产线
Cpp流延膜生产线





Cpp流延膜生产线
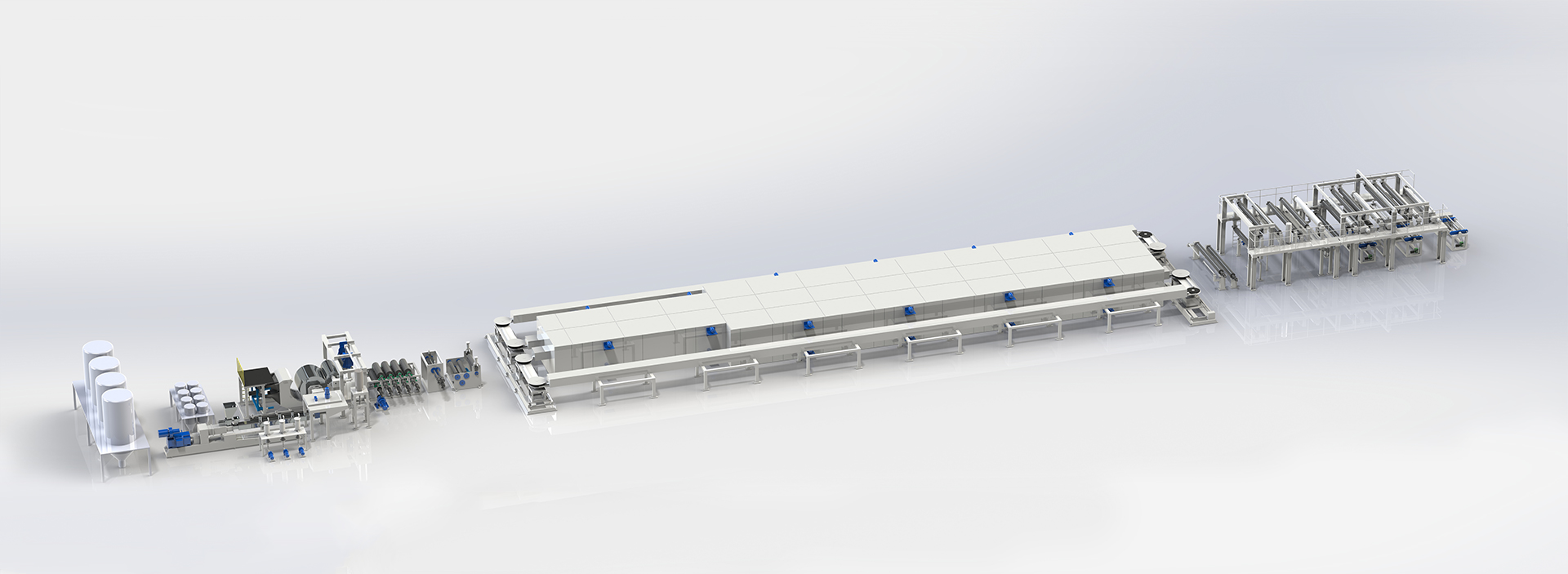
Cpp流延膜生产线设备构成:
Cpp流延膜生产线的制造技术,包含了喂料、挤出机、熔体线 (含过滤,计量)、模头、铸片、牵引和收卷等的设计
青岛欧瑞泰科塑料机械有限公司cpp流延膜设备特性:
厚度: 18-80um
制品结构: A/B/C,
制品层间比:15-20/60-70/15-20
模头宽度: 3500mm
宽度: 3200mm(切边后)
收卷直径(最大):Ф1000mm(机械设计极限)
最大机械线速度:280m/min
挤出能力:主挤:最大700kg/h 辅挤:最大200kg/h
什么是cpp薄膜?
CPP薄膜即流延聚丙烯薄膜cast polypropylene,也称未拉伸聚丙烯薄膜,按用途不同可分为通用CPP(General CPP,简称GCPP)薄膜、镀铝级CPP(Metalize CPP,简称MCPP)薄膜和蒸煮级CPP(Retort CPP,简称RCPP)薄膜等。
CPP是塑胶工业中通过流延挤塑工艺生产的聚丙烯(PP)薄膜。该类薄膜与BOPP(双向聚丙烯)薄膜不同,属非取向薄膜。严格地说,CPP薄膜仅在纵向(MD)方向存在某种取向,主要是由于工艺性质所致。通过在冷铸辊上快速冷却,在薄膜上形成优异的清晰度和光洁度。
cpp薄膜有哪些用途?
CPP薄膜经过印刷、制袋,适用于:
(复合膜)服装、针织品和花卉包装袋;文件和相册薄膜;食品包装。
(镀铝膜)阻隔包装和装饰的金属化薄膜。真空镀铝后,可与BOPP、BOPA等基材复合而用于茶叶、油炸香脆食品、饼干等的高档包装。
(蒸煮膜)CPP耐热性优良。由于PP软化点大约为140℃,该类薄膜可应用于热灌装、蒸煮袋、无菌包装等领域。加上耐酸、耐碱、耐油脂性能优良,使之成为面包产品包装或层压材料等领域的首选材料。其与食品接触性安全,演示性能优良,不会影响内装食品的风味,并可选择不同品级的树脂以获得所需的特性。
(功能膜,也叫特种膜)潜在用途还包括:食品外包装,糖果外包装(扭结膜),药品包装(输液袋),在相册、文件夹和文件等领域代替PVC,合成纸,不干胶带,名片夹,圆环文件夹以及站立袋复合材料。
CPP新的应用市场,如DVD和音像盒包装、面包糕点包装、蔬菜水果防雾薄膜和鲜花包装,以及用于标签的合成纸。
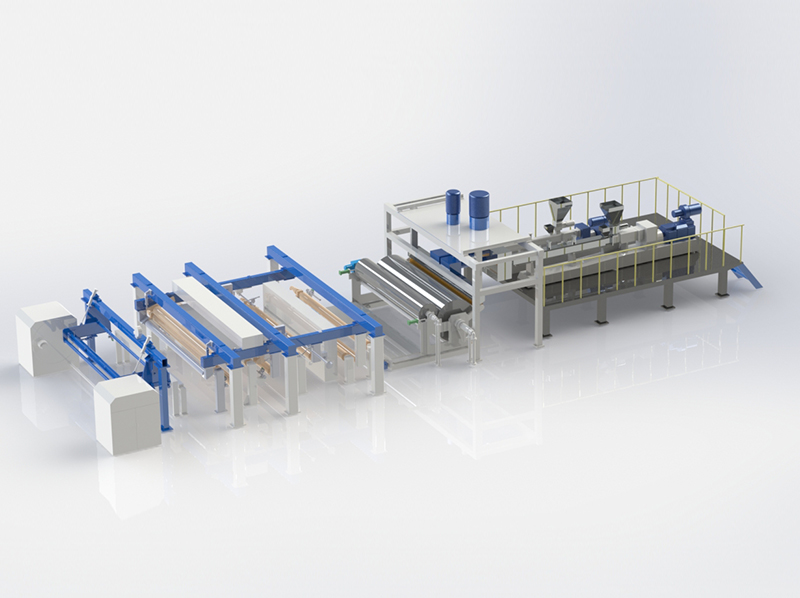
青岛欧瑞泰科塑料机械有限公司cpp薄膜设备特点:
我公司研制开发的cpp薄膜生产设备结构紧凑,性能优越,螺杆、机筒经优化设计,整机具有塑化均匀、挤出稳定、产量高、寿命长等优点。
1.原料搅拌,上料系统
弹簧螺旋上料。
2.单螺杆挤出机(三台共挤)
驱动电机:采用直流调速电机;
调速器:选用美国帕克公司直流调速器;
齿轮箱:高扭矩减速机。减速、扭矩分配一体化,强化承载能力设计;
齿轮选用高品质合金钢,渗碳淬火后精密磨齿,加工精度为5级以上,齿面硬度达HRC60-65,并且进行齿廓和螺旋线修形,保证齿轮在负载状态下完美咬合,噪音低,传动扭矩大;
轴承一般选用全球知名品牌,如NSK、FAG、TWB、SKF、ZWZ、HRB品牌产品;
螺杆:螺杆直径¢150mm,
软件优势,可按需高效实现输送塑化、混合混炼、剪切分散、均化均质、建压挤出等各项功能。
元件材质:优质38CrMoAlA表面镀铬处理;表面硬度:HRC55-60。
底 座:底座刚性好,配专用机床减振垫,低振动、低噪音、运行平稳、无需专门基础。
3. 烛芯式高效换网器
压力稳定,连续生产周期长,过滤效果好。
4. 计量泵
流量150cc 丹麦Danfoss交流变频控制
减速机全部采用美国FALK减速机,确保传动精度。
5. 压力传感器和熔体管道
泵前压力采集采用美国丹尼斯科传感器。
通过控制系统,利用压力传感器对挤出机进行闭环控制,能够自动调节挤出机转速和下料量,从而保证挤出的压力稳定。
6.流延装置
真空箱:双腔真空结构,风机功率7.5kW 2台;(真空箱与模头一体)
万向可调静电压边器; 清洁辊位置可调. 配有铝制高精度风刀。
7.牵引、切边装置;
牵引辊由一钢一胶组成,气动开合;
8.自动切断收卷机
收卷结构形式:转塔式中心、间隙卷取模式;
收卷功能:具有接触收卷、间隙收卷两种功能;
张力控制方式:全自动张力控制,收卷带锥度张力控制,调节范围20-300N/M,并将数据显示在人机界面上; 最大机械速度: 280m/min;
9.自动测厚系统,
法国思肯德X射线测厚仪,自动反馈调节。单独支架。
10.电晕处理及冷却系统
单双面处理设计;处理值42达因(无衰减值)
11边料自动回收系统
带风机的切边和气动输送系统
边料粉碎机 回收输送系统 粉碎料强制输送装置
13电气传动系统
电气传动系统是为 生产线的各个分部,包括,加热冷却风机,牵引机组和翻转式双工位收卷机等提供驱动装置。传动装置在采用编码器反馈时,稳速精度能达到 0.1%。所有装置均配置有 PROFIBUS现场总线通讯卡,能直接联网与 PLC控制器构成现场总线网络。对传动装置要能实现速度控制和张力控制,以确保 膜纵向公差的均匀性。
14温度控制系统
在生产过程中有大量的温度控制点,这些点的温度控制精度要满足工艺的要求。配置高精度热电偶和温度模块探测温度,专用德国生产温度模块,温度控制的精度能达到±1 ° C。所有温度控制需有断线检测及报警。
15计算机监控系统及软件
生产线采用二级网络控制的方案,
生产线底层为 PROFIBUS-DP 现场总线结构。由 S7-300 系列控制器作为 PROFIBUS-DP 的主监控系统。
采用标准的 PROFIBUS双绞电缆,
现场分站采用 Profinet工业以太网。
车间监控层,采用 10 Mbit/s或 100 Mbit/s 的工业以太网。
车间监控层监控计算机采用: i5处理器芯片;2 G动态内存;500 G 硬盘;16 M图形加速卡; Windows XP操作系统; 21 英寸 1280X1024 高分辨纯平彩色 LED;
计算机监控软件使用 Siemens 公司 WinCC组态软件,除了 64 K Tag(标签)和 128 Tag(标签)的标准基本配置外,还要配服务器 /客户机选件。
16生产线的车间监控层的主要功能有:
采集生产线现场和各控制单元的数据,在中央控制室 CRT 的各个监控画面上显示;
发送各种控制命令到生产线现场的各控制单元,以及修改生产工艺参数;
监视和记录各种故障报警;生成并打印各种报表;
建立和保存各种配方 (recipes)及相关的参数。